
Woodwork for Inventor integration with ERP
ERP integration with information generated by Woodwork for Inventor
Brief information on the topic.
We receive many questions from our representatives and users about ways to integrate information generated by Woodwork for Inventor with the ERP system available in the company. This article is far from a detailed documentation dedicated to the integration of these two systems. It rather presents general information and ideas, which will allow furniture designers to better understand their position within the company as generators of information and the importance of information generated by them. The article will also enable IT specialists (especially those who have no experience with CAD systems) to integrate these systems into a uniform information flow within the company with greater confidence.
Why is there no specific, accurate and detailed description of such integration? Because there are many different ways of performing such integration, which depend on business models, purposes of information flows within the company and, finally, possibilities of the ERP system and information processed by the system. This is why we have numerous options of integration, and it is impossible to cover them all in detail. So those who intend to perform such integration can only carefully analyze business needs, possible outputs of the CAD system and ways of integrating this information into the general information flow of the company as effectively as possible, including its export to the ERP system.
The materials in the article are presented in a simple manner without focusing on specific and, often, complex details. Some information was simplified (as may be noticed by experienced ERP specialists). However, my goal was to give the general idea without cluttering up the text with elaborate and sophisticated terminology and excessive explanations, which can sometimes obscure the main idea behind the topic. I believe that this will ensure better understanding of the structure of our Woodwork for Inventor and integration of its results with ERP systems.
General ideas about production and the importance of information in this process
A factory (company) can be seen as a live organism, in which ‘metabolic’ processes take place.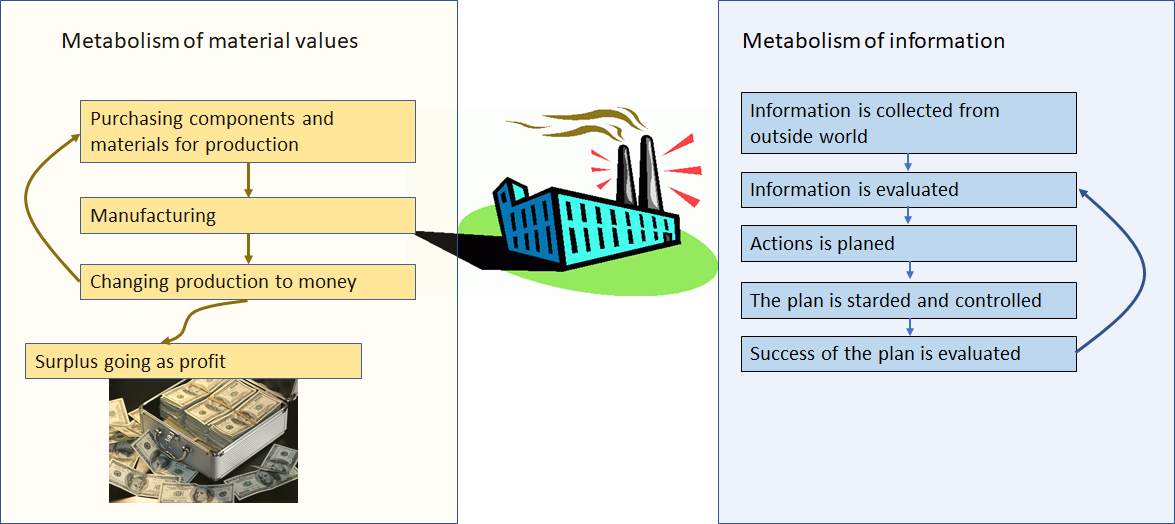
Fig. 1 Various types of ‘metabolic’ processes within companies
As live organisms, companies consume ‘food’ and deliver ‘products’. This comparison may seem amusing, but if you take a closer look at the processes taking place within a company, you will see that these ‘products’ form the basis of life and existence to other ‘life forms’, which, in turn, produce energy or provide other benefits to other links in the same chain. Similarly, companies exist as part of civilization and their products have to be useful to someone; otherwise, they lose all meaning.
The input resources, however, require additional effort. As a rule, they need to be chased after, caught, hunted down. Also keep in mind that there are competing organisms that always look for opportunities to take over your resources. One of the differences from what is observed in the nature is that the main problem faced by modern companies is finding the best way to please the market and sell the products rather than finding the resources. This is why these living organisms must know how to take information from the outside world, assess it, plan their actions, follow the plan and, of course, evaluate the results as well as make ongoing adjustments to the plan. This can be seen as metabolism of information, which fuels the metabolism of physical materials. The more complex the organism is, the more complex processes of metabolism of information are. Within the company, metabolism of physical materials cannot take place without the metabolism of information.
The effectiveness of the metabolism of information processes has direct impact on effective metabolism of material assets and efficient operation as well as competitive advantage of the company as a living organism. In other words, the better organized the information process is, the better the company functions.
Prior to the computer era, information flows in companies where the responsibility of people, while the mutual interaction that they came up with and agreed on ensured the processes of information metabolism. Originally, computers with their calculation capacities served as powerful calculators. As databases and information processing concepts improved, and the use of the capacities of artificial intelligence became more widespread, the process of information metabolism has migrated to the computer environment. I, however, could say that even today, people remain the main designers and managers of this process. Computer-aided data processing is a powerful aid to people, rather than the process manager. This is for the best – if design and management of this process is fully handled by artificial intelligence systems, we will have to ask ourselves what do we need people for? The existing speculations are a bit scary. But this is the topic for a separate article, so let’s go back to the topic at hand.
Information storage and use principles of ERP systems when planning the production
The history of ERP systems dates back to 1960. The initial idea behind these systems was enabling the calculation of quantities of materials necessary for production. These were so-called Material Resource Planning (MRP) systems. Later, this concept was expanded for internal resource distribution and management of companies. In other words, distribution of materials and intermediate products among workshops. This is the concept of MPR II. It is logical that the information generated by these systems provides a bigger picture and allows managing financial, human resource information as well as planning the business and its operations. These are the modern Enterprise Resource Planning (ERP) systems.
We will not be analysing all the operating aspects of this systems here, but focus on the topic that interests us as process participants working with CAD systems. We will also leave out the topic of application of ERP systems in the production of, for example, beer or fertilisers. We will discuss the use of ERP and CAD systems in the production of furniture, which, in our opinion, is very similar to the usual production of machines; therefore, most of the information presented below also applies to the production of machines.
One of the key functions of ERP systems is to plan smooth production processes. In other words, we seek that the promise to finish a product within the specific time is based on accurate calculations rather than guesses. Where does such planning start?
First, everything begins from an order specifying the product and the required quantity of products. This is normally referred to as manufacturing order.
So, now we know what product we need to manufacture and the required quantity. Now, we have to determine the amount of resources necessary to make one product. When I say resources, I mean:
- Materials and components necessary for production and their quantities,
- equipment, staff and time required to finish the product.
To answer these questions, we have to prepare information as follows:
- design the product;
- develop the manufacturing technology, specifying the equipment or staff implementing the technology;
- based on the manufacturing technology and drawings of the product, determine the materials and quantities of these materials necessary to manufacture the product.
Keep in mind that the “product” here normally refers to the object that is made up of separate components, which can be joined together to form nodes that are used to build the end product, or this can be referred to as product structure. It is convenient to view such structure of interconnected components/parts and nodes as hierarchical tree.

Fig. 2 Product composition (structure) tree
Similar visual presentation of the product in one form or another can be found in both CAD and ERP systems that are used to handle production management processes. In these systems, however, names of nodes and parts are replaced with various unique codes, and name is only one of the data fields further describing the given component. The peculiarities of coding are yet another topic, which is not included in this discussion.
So, we have the structure of the product. What is next? What does it say about materials, equipment, etc.? Such node of the structure tree can be seen as a container used to store various types of additional information. In this case, node code serves as a label attached to this container. Inside the container, you can find various shelves storing neatly organised information about the specific component. Let’s continue our topic and see what kind of information can be found there that allows us to do the planning.
First, this is information about materials used to manufacture the component and the quantity of these materials required for the component. This piece of material is called the “workpiece”. How is this information generated? The usual way is to analyse the drawing of the product, component shape, the applicable requirements for the precision of the shape, surface quality, etc. Then, engineer technologist develops the manufacturing technology, since the latter has direct influence on the material oversizes necessary to finish the component. A simple example could be manufacture of a rod with different precision parameters. Manufacture of a rod with lower precision requires oversize for a single turning procedure, which means that rod diameter will be:
Dworkpiece=DRound_Rod+2*Rough_Turning_Oversize;
Manufacture of high-precision rod requires precision turning, which means that workpiece diameter has to be bigger for such rod:
Dworkpiece=DRound_Rod+2*Rough_Turning_Oversize+2*Finish_Turning_Oversize;
So, you can see that determining the amount of material requires determining not only the geometry of the part, but also the technology.
We can conclude now that to calculate the required amount of material, we have to know the manufacturing technology or technological route. This is why another important part of the information container of the component is technological route. The importance of this route extends beyond the calculation of amounts. It also contains information about all processing operations and, most importantly, equipment or workstations (you can often see the term “working centers”), which will be used to perform the operations, and the required time to complete them. What does this information give us? We learn:
- what materials are needed and the amounts required to manufacture the product;
- what working centers are required for manufacture and the time necessary to complete the process.
This is the minimum information necessary for the planning. To be specific, the information in ERP systems is normally organised as follows: the sequence of operations is specified and each operation brings with it the required materials necessary to complete them. This, however, does not change the point: we have materials and technological route.
Keep in mind that the order specifies the products and quantities that we have to manufacture. What do we expect from the system?
- Information about the materials and quantities necessary to execute the order.
- The time necessary to manufacture the ordered product.
It is easy to understand that interpretation of numbers from the manufacturing order and numbers from the product description gives answers to our questions. Below you will find the operational chart of ERP systems.
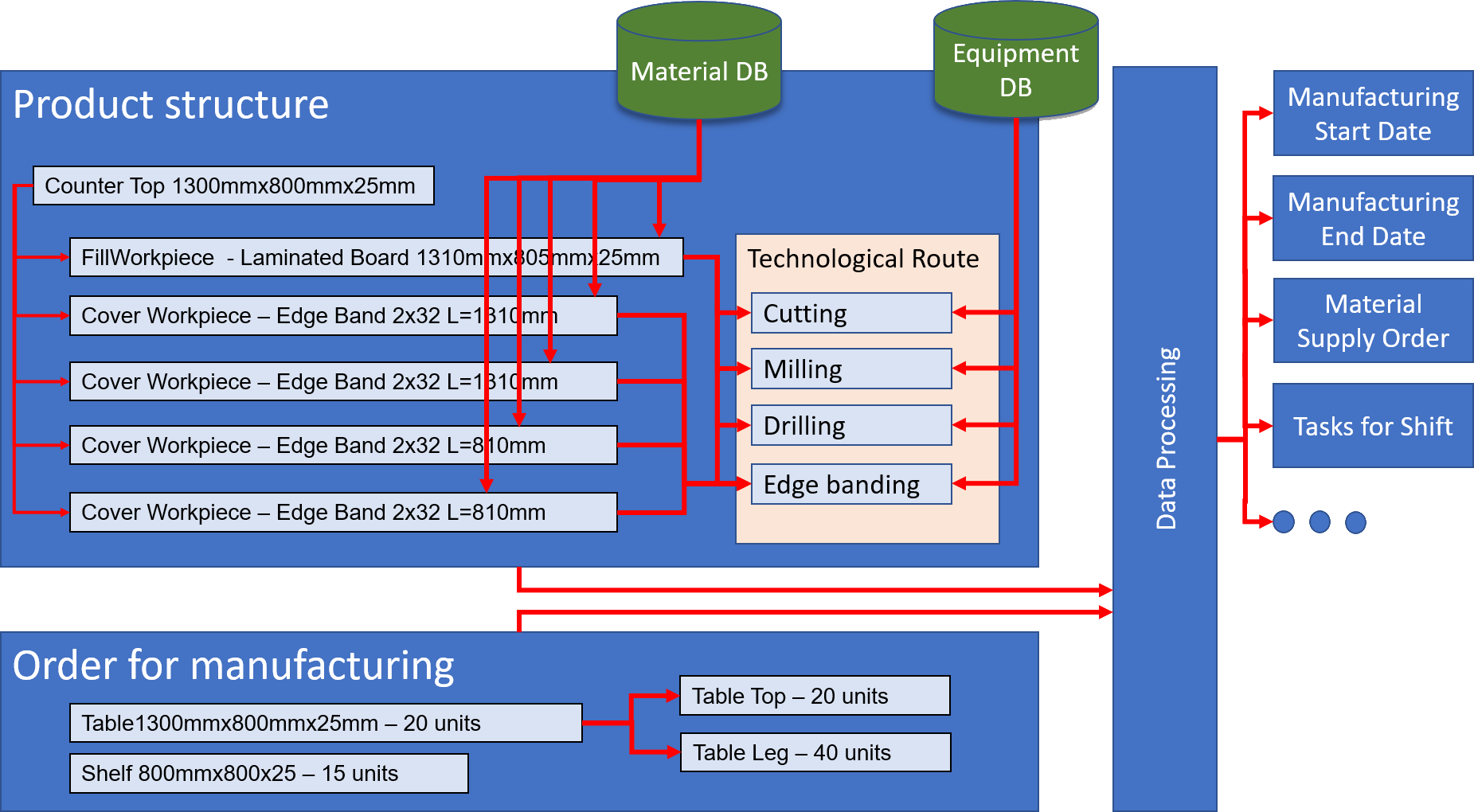
Fig. 3 Simplified operational chart of ERP systems
The above description of data storage and processing is highly simplified. First, the planning itself is a complicated task, since the calculated manufacture times have to be integrated into the existing manufacture situation; this is particularly complicated, if some orders are suspended and others are added. This is why many companies follow strict policy where, once launched, manufacturing processes cannot be suspended. Let’s not forget about alternative processing routes, alternative materials, unexpected interruption of manufacturing, etc.
Other tasks important to the manufacturing process solved by ERP systems
In addition to the planning, ERP systems serve as information sharing points for various links within the manufacturing chain, required for the manufacturing process. What do we mean by this? For example, calculation of cost price of the product or entire order. If we know the amount of materials needed for one product (price of materials for one unit of measurement), it is easy to determine the cost price. For more accurate calculations, we can also use workforce costs. Supply division is another important aspect where the information is used. Here, material summaries can be presented to make orders for materials and their delivery to workstations. Each working center can be provided with daily manufacturing tasks, which can be presented as a list of the components that need to be manufactured. Drawing of the component being manufactured. This is why many ERP systems have properties of PDM systems, overlapping and competing (in terms of this functionality) with PDM used in CAD systems. Here, you can store and share CNC processing programs for the component. The list of process participants who need the information stored in ERP systems could go on. Let’s keep in mind, however, the most important thing, which is the manufacturing order that covers production program, product descriptions containing information about the composition of the products, technological routes for the production of components that make up the assembly, and materials necessary for the completion of operations in this route, i.e. workpieces. Everything else is interpretation of this information and its presentation in various forms and to different users. This is why the possibility to flexibly organise various information reports and present them to the required links in the manufacturing chain is very important property of ERP systems.
Another functionality is feedback about the manufacturing progress. Here, you can provide data about the order status, amounts of reserves available in the working centers, collect statistics about time necessary to complete operations, according to which the normative database of operation times can be adjusted, record defects or other interruptions in the process, etc.
Limitations of ERP systems in the manufacture of furniture
Below are a few general rules:
- The more specific output information we need, the more input information is required.
- Input of information has its price.
For the ERP system to function, it is first necessary to import information about the assembly. And this is meticulous and time-consuming process. This is why ERP systems are more popular where large product batches are manufactured. Design and preparation of information are operations separated from direct sales. For example, IKEA handles large amounts of products when executing its orders. Manufacturing program of one or several of these products of the company can occupy the factory for the whole year. On the other hand, however, profit of the manufacturing company is rather small. For this reason, calculation of cost price and management of manufacture have to be highly precise. This is why meticulous and precise preparation of information about the assembly is justified. Operational technology needs to be developed, specific amounts of materials have to be calculated and entered.
Detailed preparation of information is also justified, where the release cycle of the product is long and preparation of information in it forms rather minor part. For example, construction of a boat.
Problems arise when the product series and release cycle are rather short. For example, manufacture of custom-made furniture. While you prepare the information about the product, its manufacturing deadline expires.
What do companies do in this case?
- Simplify information required for manufacture to the maximum extent and choose not to use ERP systems.
- They also use information templates for their products and
- rely on automation of information input process.
More details about each option are presented below.
Decision not to use ERP systems is more usual than it may seem. Our practice shows that companies often choose not to introduce ERP systems or face difficulties in the implementation process and drop this idea midway or introduce ERP systems with inoperative manufacture planning and management functions. In such event, in practice, it functions as an accounting program. As a rule, the reason behind this process is excessive price of information input and updates. Manufacture is managed using simplified methods: information necessary to launch manufacturing processes is prepared in MS Excel worksheets and with the help of macro extensions written using small automation tools that help to fill in such worksheets. To those who intend to introduce ERP system, I would recommend modelling the information necessary to manage manufacture, using MS Excel. In the initial stage, it serves as a good tool to shape the vision of information flows and define optimal structure of managed information necessary to manage manufacture. After this stage, you will be able to define more specific requirements for ERP system.
Creating templates for input information. One of the ways to facilitate information input is to create component template that includes information container, which contains, for example, standard technological route and materials. Final operation times and quantities of materials are given when geometric parameters of the component are added and additional parameters that specify the part being manufactured are provided. For example, let’s say that we have a rectangular panel made of laminated board that is edge banded on all four sides. It is easy to calculate the time required to make the cuts, the amount of material (area), the required length of edge band, the amount of glue, the duration of edge banding, etc., if you know the length and width of the part.
Relying on automation of information input process. It is only natural that preparation of information necessary to launch and manage manufacture requires designing the end product in one form or another. Now, to achieve this, various design programs are used: from general application programs such as AutoCAD and SketchUP, to specialised machine design programs such as Autodesk Inventor, SolidWorks, Top Solids, etc. Problem is that these programs allow modelling highly complex products, but fail to generate information required in the manufacture of furniture. At the minimum, you should know the dimensions of workpieces necessary to manufacture the part. This information is collected by people while interpreting the model of the assembly or the generated drawings. This is satisfactory, but far from ideal option. 3D modelling reduces the amount of errors in constructing significantly; however, human errors occur when transferring information. This is why the market offers the category of specialised CAD systems developed for the manufacture of furniture. In these systems, CAD model information is interpreted automatically and exported in the form of various reports to different types of output files. Sometimes, these systems contain an array of programs that include ERP system and these data are exported directly to it. These systems are usually developed on the basis of the existing general application programs, using extensions. The list of programs based on the popular AutoCAD software is long. One of the examples is IMOS. You can find programs that are based on specialised machine design programs such as Autodesk Inventor, SolidWorks, Top Solid. Woodwork for Inventor is one of such systems designed on the basis of Autodesk Inventor. You can also find highly specialised furniture design systems that have their own graphics processing cores. For example, user-friendly PRO100 or sophisticated PYTHA.
The thing that these systems have in common is automated preparation of information necessary to launch manufacture. All these systems automatically generate various forms of information necessary to launch manufacturing process, based on the geometry of the designed model.
Initial information necessary for the management of furniture manufacture
As mentioned above, the level of detail and structure of the information prepared differ depending on the manufactured products and business model. What do we mean by this? Let’s analyse a simple example, where the end product is furniture made from laminated board, also known as cabinetry. This is determined by relatively simple and well-established manufacturing technology of this type of furniture. It is sufficient to have a cutting, drilling/milling and edge banding machine. Everything else is up to the fantasy and taste of the designer. What is the minimum initial information required to launch such manufacture?
- List of materials and purchased products. This list is used for preliminary assessment of cost price of the product and to plan the purchase of materials.
- Cutting schemes to produce workpieces from boards. These schemes are used for accurate calculation of the number of boards required to manufacture the ordered products. They are also used as an instruction for the cutting of boards. These cutting directions can be presented as printed drawings of cutting schemes or as programs for CNC machines. To prepare such schemes, workpiece lists with dimensions serve as initial information. So workpiece list with dimensions is necessary to launch the manufacture. Similar list can also be prepared for linear cutting of profiles, if these are used in the structure.
- List with edge banding legend. This list presents parts and their dimensions, and instructions regarding edge banding (in one form or another). If you take a look at the systems used by various companies, you will find a wide range of notation systems. One of the most popular is where the value expressing length or width is highlighted by single or double underline, which means that edge banding has to be applied to one or two edges along the specified dimension.
- Structural list of the product, which shows to the constructor the parts or assembly nodes included in the product.
This is the minimum package that needs to be prepared before launching the manufacture. As a rule, drawings should also be available and, if CNC machines are used, CNC programs for the processing of parts have to be prepared.
If wider range of materials is introduced in the design of furniture, the information prepared becomes more complex. When applying veneer this way, information about veneer quantities, cutting, etc. needs to be available at this stage. When using glued parts that we also call composite parts, which can combine workpieces made from various materials, this needs to be somehow reflected in the released information, etc.
Business model also places certain requirements on the preparation of information. If the company has its own network of product distributors and supplies its products to them, then, as a rule, construction process of the piece of furniture is separated from the sales process. A team of designers and constructors has a fairly large amount of time to prepare the required information about the product and later this information is used to complete manufacturing orders. Therefore, with this type of business model, not only workpiece calculations, but also technological cards containing detailed description of operations, calculated timeframes and materials required to perform the operation are prepared. Such a precision preparation of information has its own price; however, it pays off in the form of accurately calculated cost price and precise management of manufacture, which is relevant for competition purposes. Here, management of manufacturing orders forms the main load. Therefore, in this type of manufacture, ERP is the usual tool, where full capacity of such systems is exploited.
Companies, in which the construction process is part of the sale process, face different challenges than those faced by companies engaged in serial manufacturing of furniture. These are usually companies selling furniture sets as a solution (project). In other words, custom-made furniture. Here, you can find a great variety of areas from kitchen design (standard option) to various pieces of furniture, exhibition stands and furniture suited to the shape of the office space. There are situations, in which a piece of furniture is designed and manufactured once according to the specific order. In this case, the information needs to be prepared quickly. To do this as fast as possible, the information has to be simplified. For example, as a rule, there are no technological cards, descriptions of the composition of the piece of furniture; only the amount of materials and products necessary for the manufacture is given. Various cutting schemes and other lists necessary for the manufacture are exported to MS Excel worksheets, there are no detailed drawings, etc. One of the most usual reasons why ERP installers fail in such companies is their standard vision of ERP operation, i.e. composition of the piece of furniture, technological cards, etc., attempting to realise it in this type of companies. The price and time of information production usually disrupt such installation before it gains momentum. In cases like this, information has to be simplified to the maximum extent.
In reality, furniture manufacturers face mixed situation. Some of the products are manufactured in advance according to previously prepared documentation and in previously planned series, other products are released as custom-made furniture. It can be claimed that each company seeks to serialize its production to the maximum extent, but the market increasingly requires individual solutions. For this reason, there are conflicting requirements for the preparation of information. These conflicts are reduced by design systems that automatically prepare the information necessary for the manufacture of furniture. Woodwork for Inventor is designed specifically for such preparation of information, while integration of this information with ERP allows adjusting these systems for companies manufacturing custom-made furniture.
This is the main principles of integration. If you are interested in learning more about Woodwork for Inventor integration specifically, please click the button below and follow the steps to get whitepaper about it.
Learn more